

 手机资讯
手机资讯 官方微信
官方微信铰削的一般工作方式是工件不动,铰刀一边旋转一边向孔中作轴向进给。在车床上铰削时,工件旋转,铰刀作轴向进给。铰孔的尺寸和几何形状精度直接由铰刀决定。
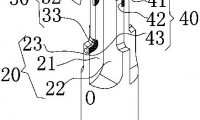
铰刀由工作部分、颈部和柄部组成。工作部分由切削部分和校准部分组成,其中切削部分呈锥形,承担主要的切削工作。校准部分用于校准孔径、修光孔壁和导向。为减小校准部分与已加工孔壁的摩擦,并为防止孔径扩大,校准部分的后端应加工成倒锥形状,其倒锥量为(0.005~0.006)/100。铰刀的柄部为夹持和传递扭矩的部分,通常多为锥柄。
(本篇选自《数控刀具选用指南》第五章第三节(一)铰刀的特点及选用)
(一)铰刀的种类
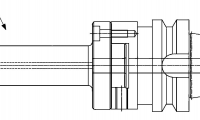
机用铰刀可分为带柄机用铰刀(直径在φ1~φ20mm为直柄,直径在φ10~φ32mm为锥柄)、套式机用铰刀(直径为φ25~φ80mm);按刀齿数可分为单齿铰刀和多齿铰刀;按齿槽的形状分直槽铰刀和螺旋槽铰刀2种,其中螺旋槽铰刀又分为左旋螺旋槽铰刀与右旋螺旋槽铰刀;还有其他铰刀,如可调式铰刀、模块式铰刀、锥度铰刀、导条式铰刀等。机用铰刀一般用高速钢制造居多,也有用硬质合金、金属陶瓷、PCBN、PCD制造。图5-69所示为几种常用的铰刀。

(二)铰刀的特点
铰刀具有一个或者多个刀齿,用于铰削工件上已钻削(或扩孔)加工后的孔,主要是为了提高孔的加工精度,降低其表面粗糙度值,是用于孔的精加工和半精加工的刀具,加工余量一般很小。由于铰刀有切削刃钝圆半径的存在,又具有修光刃,而且后刀面还有0.03~0.05mm的刃带,所以挤压作用大,因此铰削过程实际上是切削与挤刮2种作用的结果。
1.单刃铰刀 加工孔可获得较高的几何形状精度和较低的表面粗糙度值。在单刃铰刀进行加工时,其可用已加工孔自行导向,以增加刀具的刚度,因而可以一次加工就获得较高的几何精度,保证了孔的圆度和圆柱度,且操作简单,容易掌握。
2.螺旋槽铰刀 切削轻快、平稳、排屑好、刀具寿命高,铰孔质量好。常用于铰削深孔或断续表面的孔(如轴向有凹槽),螺旋槽铰刀又分有右旋和左旋两种。右旋:切屑向柄部方向排出,适于加工盲孔。但铰削时轴向分力和进给方向分力相同,可能产生自动进给而影响加工质量,也可能使铰刀从机床主轴中脱出而卡在工件中,因此切削用量宜小。左旋:切屑沿进给方向导出,适用铰削通孔。轴向分力压向机床主轴,铰刀装夹更为牢靠。
3.可调式铰刀 如图5-69c所示,可调式铰刀的刃径可数次微小调整,可扩大再次使用,从而大大地降低了铰刀的损耗,降低了加工成本。
(三)铰刀的选用
1.单刃铰刀 适合数控机床、加工中心和具有一定刚性、精度的车、镗、钻等机床上对各种材料的精加工。
2.可调式铰刀 由于铰刀属于精加工刀具,对铰刀的孔尺寸精度要求非常高,铰刀的微小损耗都会影响工件的尺寸公差,特别是在汽车发动机等铰刀大量使用的领域中,当铰刀刃口产生微小耗损时,就不能再使用,所以铰刀的消耗是非常大,为了解决这一矛盾,这时可以使用可调式铰刀。
3.铰刀几何角度的选取
(1)前角、后角的推荐范围如表5-16所示。

(2)切削锥角的选择。切削锥角2φ主要影响进给抗力的大小、刀具寿命、孔的加工精度和表面粗糙度。当切削锥角小时,进给力小,铰刀切入时的导向性好。但由于切削厚度过小产生了较大的变形,同时由于切削宽度增大使卷屑、排屑产生困难,并且使切入切出时间变长。因此为了减轻劳动强度,减小进给力,故可选用较大的φ值,以减小切削长度和机动时间。加工钢料时φ取30°,加工铸铁等脆性材料时φ取6°~10°,加工盲孔时φ取90°。
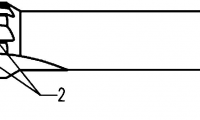
(3)刃倾角的选择。如图5-70所示为高速钢直槽铰刀切削部分的切削刃,其λs一般取15°~20°。为便于制造硬质合金铰刀,一般取λs=0°,铰削盲孔时仍使用带刃倾角的铰刀,但在铰刀端部开一沉头孔以容纳切屑。

4.切削用量推荐值 高速钢和硬质合金铰刀切削用量分别参见表5-17、表5-18。








 豫公网安备41019702003646号
豫公网安备41019702003646号