

 手机资讯
手机资讯 官方微信
官方微信摘要 应用天然金刚石刀具对非铁族金属及非金属材料进行超精密切削加工是一种重要的超精密加工方法。因此,控制金刚石刀具的几何形状,尤其是刀具刃口半径参数对超精加工表面质量的影响就显得尤为重要...
应用天然金刚石刀具对非铁族金属及非金属材料进行超精密切削加工是一种重要的超精密加工方法。因此,控制金刚石刀具的几何形状,尤其是刀具刃口半径参数对超精加工表面质量的影响就显得尤为重要。目前国际上测量亚微米级刃口半径的通用方法是扫描电子显微镜(SEM)测量法。近年来,随着加工精度的不断提高,加工超精表面所用的刀具刃口半径往往小于0.1μm,一般约为几十纳米。用SEM观测ρ<100nm的刃口半径时,由于分辨力不够,图像边缘比较模糊,难以实现准确测量;而且由于刃口表面镀了一层厚度不确定的导电金属膜,使观测结果存在较大误差;此外,SEM法不适用于实时测量。
为了准确测量纳米级的刃口半径,八十年代末期,国外学者对超微刃口测量技术进行了大量研究,先后提出了一些新的测量方法,如印膜法、切屑法、改进的SEM法等。但这些方法均为间接测量,测量精度很难达到纳米级。随着原子力显微镜(AFM)在工业领域的应用逐步扩大,九十年代,一些学者提出了应用原子力显微原理测量金刚石刀具刃口半径的方法[5,6],测量方法是将金刚石刀具垂直安放在AFM探针下的二维工作台上,使刀刃位于探针的正下方,探针垂直于刃口进行扫描,即可得到刃口的AFM扫描图像。但文献[5]、[6] 中均未给出刃口半径的准确测量值,也未对测量误差进行分析。为此,我们应用国产AFM进行了这一测量的试验研究,得到了刃口扫描图象和一组刃口截面坐标值。
一、测量原理
1.AFM工作原理
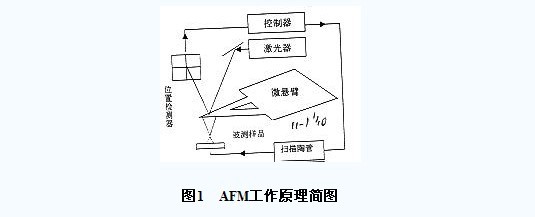
AFM利用一个一端固定,另一端装有探针的弹性微悬臂来检测样品表面性质及特征[7]。当非常尖锐的探针与被测样品表面距离很接近时进行扫描,此时,与相互距离有关的针尖与样品表面间的相互作用力将使微悬臂产生弯曲变形,用一束激光照射微悬臂背面(如图1所示),通过位置检测器检测激光反射点位置的变化,即可得到探针扫描时样品表面的特征变化。扫描模式一般有三种,即接触式、非接触式和轻敲式,我们使用的AFM工作在接触模式下,即针尖与样品接触扫描,二者原子的电子云重叠并产生10-8~10-11的库仑排斥力.
2.用AFM测量刀具刃口
测量装置主体为CSPM-930型原子力显微镜,参见图2。金刚石刀具刀头颗粒5粘贴在位于扫描陶管3上方的样品台4上,刀具预先用酒精清洗并用清洁的空气吹干,被测刀具刀刃垂直向上正对探针6。测量前,控制系统操纵步距角为0.3°的精密电机实现探针的微进给,当探针逼近被测刀具时,聚焦在微悬臂上的激光束反射到光位置检测器10上,微悬臂变形量将由检测器四个象限中的强度差值得到,当强度差值发生变化时,说明已完成探针的逼近,步进电机自动停止。刀具刀刃的对准及探针的逼近均可通过显微摄像系统11在监视器上观察。
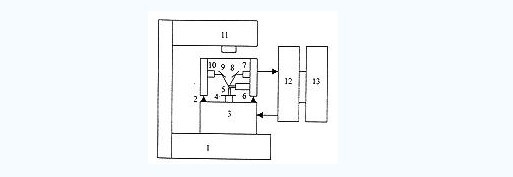
1.基座 2.微进给装置 3.扫描陶管 4.样品台
5.被测刀具 6.探针及微悬臂 7.激光器 8.前反射镜
9.后反射镜 10.位置检测器 11.显微摄像系统
12.控制系统 13.主控计算机
图2 AFM测量金刚石刀具刃口基本原理
测量时,扫描陶管3采用样品扫描方式进行扫描,反馈系统根据检测器电压的变化,通过向扫描陶管3加给Z方向电压来不断调整被测刀具的Z向位置,以保持针尖与刀具的作用力恒定,记录下的Z向电压以及对应加给陶管3的X向及Y向电压(分别体现X向和Y向的扫描位置)通过图象处理程序的处理,即可得到被测样品——刀具刃口的空间三维形貌。
二、测量数据及分析
1.测量数据
选取仪器参数:ScanGain=30,VGain=1,IGain=5。
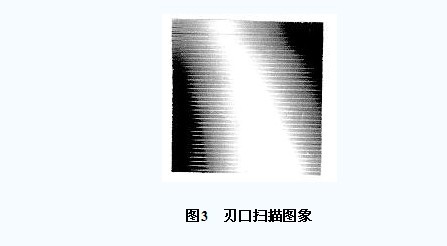
扫描得到的图象经数据转换,变为WINDOWS下的BMP图形文件,如图3所示。
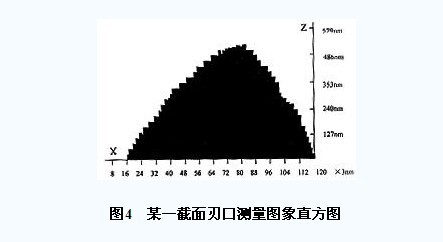
此扫描图象经图形处理程序处理,得到如下图形参数:Zmin=-810,Zmax=919,times=13.00。某一截面各点的Z值经图形处理程序处理后得到的直方图如图4所示。
2.测量数据分析
选取刃口半径ρ作为评定刃口锋利度的参数。根据刀具刃口几何角度(前角0°,后角7°),在直方图基础上建立XZ直角坐标系。刃口截面形状是由曲线圆弧和两个直线段连接而成,对圆弧段的测量数据进行最小二乘处理,可得到圆心坐标和半径R值。采用将圆方程转换为二元线性方程的方法(即曲线改直法)[8],经计算得ρ=120nm,其计算误差e=11nm。
3.误差分析
(1)因光路误差和位置检测器误差引起的图象误差很小,一般约为1nm;
(2)XOZ平面与Y向的不垂直度误差最大为5nm;
(3)计算误差为12nm;
(4)探针半径造成的图象畸变误差约为2nm;
测量总误差为以上四项误差的平方和根,约为13nm。
三、结 论
与传统的SEM测量法相比,AFM测量法操作简便,数据可靠,并可实现实时测量,是一种较理想的的刃口锋锐轮廓测量法。此方法还需做如下改进:
(1)由于刃口对准比较困难,需增加一套长物距的放大系统来实现探针的瞄准;
(2)由于仪器本身限定为样品扫描方式,还无法实现大尺寸样品的测量,若将仪器改装为探针扫描方式,则可实现其它类型刀具的大尺寸样品扫描;
(3)刃口评定理论还需进一步完善。








 豫公网安备41019702003646号
豫公网安备41019702003646号